发布时间:2018-11-12
MES系统(装配线、工序数据收集存储),从定子产品零件上料至总成出货过程中的原材料信息,过程信息,设备信息,日期和时间信息收集与存储,定单信息,且预留接口供工厂级别MES系统交互使用。
- 收集参数定义:
- 定子装配线根据各工序实际实际情况收集原材料信息、设备信息、过程参数在厂区MES系统未建立钳存储于工控机上。
- 根据各工序情况设定权限管理:
- 返工及返工后再确认:
- 设备运行状况收集:
- 原材料物料防误用:
- 数据储存格式:
- 其中接口定义如下: 与设备PLC的接口定义为OPC/TCPIP/MODUS;与电子看板的接口定义为TCP/IP;和仓库总控的接口定义为ODBC;
- 数据采集系统:
a)登录权限:工控机权限并记录于工控机/系统,区域输入员工代码;
b)修改权限:指定人员,修改参数,记录变更内容。
a)记录返工/返工后再确认信息(时间、日期、条码信息、判定(OK、不良代码) 、员工代码),且不覆盖原有信息。
a)设备自动记录异常停机(报警)、停机日期、时间、并填写原因:可查询当天信息;
b)配备接口供工厂级别MES系统抓取信息,在工厂MES未建立前,传送至工控机保存。
a)工序上料信息读取条码,工厂级别MES可通过装配线读取条码信息截取字段判定物料是否误用、设备予以提示;
b)实现线下工位原材条码与主线MES进行关联。
a)装配线/工序数据集中存储到mysql数据库服务器中;
b)装配线MES要预留接口,在建立工厂MES时,要和其通讯。
c)数据实时保存、上传,防止异常情况数据丢失。
a)数据采集仅针对打标机、星点焊接机,端子焊接机、测试机进行某些数据采集;
b)引接线焊接及线定子检测集成到线上。另柔性线各设备含有与MES系统信息对接串口形式(RS485或RJ45),通讯协议(OPC DA/Modbus TCP/Modbus RTU)结合线定子过程管理与生产看板管理的统一应用平台,实现电机定子数字化生产线的目视化管理;
c)打标机上采集定子身份信息,编码;
d)星点焊机及端子焊机上采集电流,电压值数据;
e)测试台上采集热敏电阻值,电阻测试数据,匝间绝缘测试数据,绝缘电阻测试数据,绝缘耐压测试数据;
f)总控台外配1台55寸以上电子彩色液晶屏(现场看板),根据需要切换显示实时的质量数据、生产产能、物料情况、设备运行等数据。
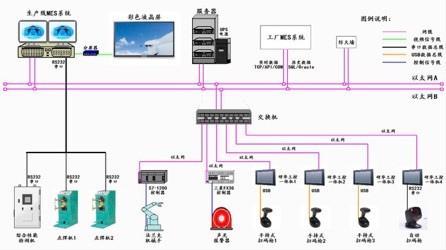
生产线MES系统架构如图所示,综合性能检测设备和两台点焊机自带RS232通讯串口,直接通过RS232串口数据总线接入生产线MES系统工控机;法兰克机械手设备先通过一套S7-1200PLC控制系统对机械手设备进行信息集中监控,然后通过S7-1200PLC控制系统预留的以太网口把数据计入生产线MES系统信息交换机,最终汇总到生产线MES系统工控机;声光报警系统先通过一套三菱FX3GPLC控制系统进行数据集中监控,然后通过三菱FX3GPLC控制系统统预留的以太网口把数据送入生产线MES系统;三套手持式扫码系统通过USB口把信息接入对应的研华工业工控一体机进行数据集中监控,然后通过工业触摸一体机上的以太网口把数据接入生产线MES系统中;一套自动扫码系统通过RS232串口数据总线把信息接入对应的研华工业触摸一体机进行数据集中监控,然后通过工业触摸一体机上的以太网口把数据送入到生产线MES系统工控机当中。生产线MES子系统将采集上来的所有数据进行归纳汇总,记录到SQL Server中,和工厂级MES系统实现数据交互。









