发布时间:2018-12-03
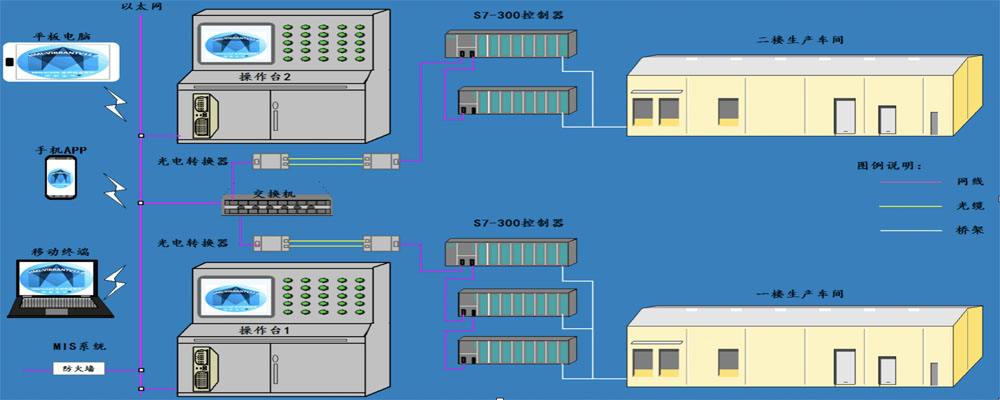
该系统使用我公司上位机软件VBRANT-HMI开发而成,PLC采用西门子300PLC,VIBRANT-HMI11.0集中控制系统遵循国际ISA-95 标准。该集中控制系统分为包括配置工具、现场手动操作按键、运行状态监控、设备故障报警、运行数据存储、生产设备过程数据报表生成和汇总调阅等。

(操作图)
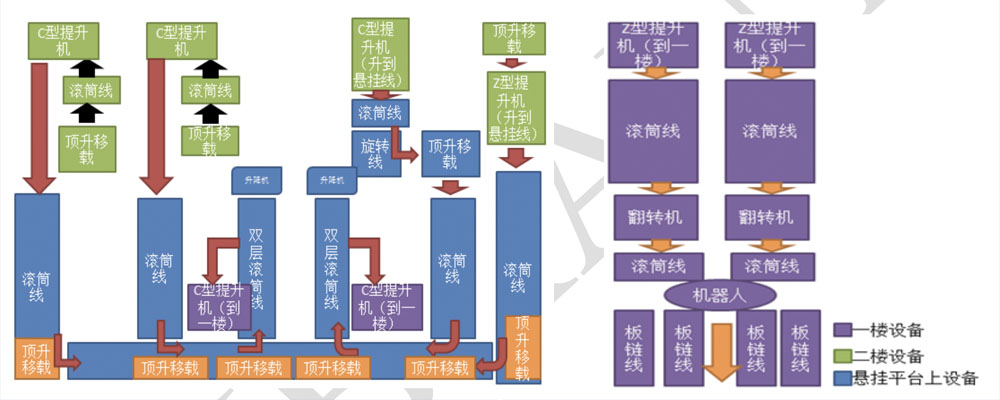
该项目主要用于试制分厂五车间商用末端成品集中下线,要求整套设备具备的功能包括产品自动定位、自动移载换向、一二楼自动提升输送、汇流处自动选择流通线体产品、自动条码识别、进入提升机并传输到一楼堆垛点。
(上机操作图)
车间4条总装线生产成品打包完成后进入线尾提升机;
各线成品经线尾提升机提升(二楼可利用空间5m左右),进入空中滚筒输送线体,实现成品汇流;
经换向机构装置,实现输送换向,汇流成品分别进入下一楼提升机;
汇流成品经下一楼提升机下降至一楼(一楼地面至二楼地面高度约9.5m),进入地面滚筒输送线体;
线上人工静置检漏(成品输送要靠近人工检漏侧);
自动条码识别,有选择性地对需翻转机组沿线体流动方向翻转90°;
码垛机器人根据扫条码获取的订单信息,按照预置的码垛要求,在码垛板链线上进行码垛;
完成码垛的成品机通过板链线输送至线尾待夹抱叉车叉走。
(上机操作图)


(产线看板)
生产状态监控
数据采集器:
生产集中监控系统获取产线状态参数,并将实时参数信息存入实时数据库;
生产监视:
从实时数据库获取并以图表等方式呈现产线实时状态信息;
报 警:
当产线某工艺位状态出现异常状态时,触发参数报警,并现场工艺阶段区域
内三色指示灯方式通知相关人员处理,此时控制系统会自动形成报警归档。
数据统计分析
根据生产管理的需要,可以创建以下报表:
成品产量最终班次报、周报、月报、年报;
生产工艺流程分析报表;
设备运行报警分析报表。
(上机操作图)









